摘 要
针对大型稀土镁合金壳体铸造过程中易燃易爆的安全风险,对熔炼、浇注等生产过程的风险进行了识别分析。在工艺设计阶段进行了浇注系统设计、激冷系统设计及阻燃型砂设计等措施,在工装设计阶段进行了芯骨安全设计及砂箱安全设计,在熔炼、浇注等过程采取了一系列技术安全措施,且设置了低压浇注设备的浇注压力上限。结果表明,采用以上措施,获得了品质优良的大型稀土镁合金壳体铸件,避免了低压浇注过程中的安全风险。
关键词
镁合金;壳体;低压铸造;安全生产
近年来,随技战水平提高,武器减重的需求也越来越高,镁合金因具有密度小、比强度和比刚度高,导热性和阻尼性能良好,同时具有良好的加工工艺性能等特点,而广泛应用于航空、航天等领域[1-6]。
某大型镁合金壳体铸件高度为2000mm,前端框直径为ϕ500mm,后端框直径为ϕ800mm,壳体壁厚仅为3mm,中间加强筋及前、后端框厚度为15~55mm,壁厚差较大。该壳体铸件尺寸精度要求较高,同时铸件为I类铸件,需100%进行X光检测及荧光检测,内部品质要求较高。生产过程需经铸造工艺设计、造型、制芯、炼熔炼和低压浇注等一系列环节。
Mg的化学活性很高,浇注过程中易与O2、H2O、N2和型砂等发生反应及燃烧,形成缩松、气孔及夹渣等铸造缺陷,影响铸件品质[7-12]。同时,反应过程会释放大量H2及热量,在型腔内形成巨大的压力,且低压铸造中所设置的总浇注压力也将达到150kPa。由于型腔封闭,当压力增大到一定程度后,镁合金液极易从砂型的分型面等薄弱处冲出,在砂型外产生大面积燃烧甚至爆炸,对生产操作人员的生命安全造成威胁。另外,砂芯高度为2000mm,浇注过程中在型腔内的巨大压力作用下极易损坏,造成质量及安全事故。针对此情况,进行安全措施分析非常必要。本研究对某大型镁合金铸件的低压铸造生产过程的安全点进行分析,并采取一系列安全措施,旨在为相关生产提供参考。
1、安全风险点分析
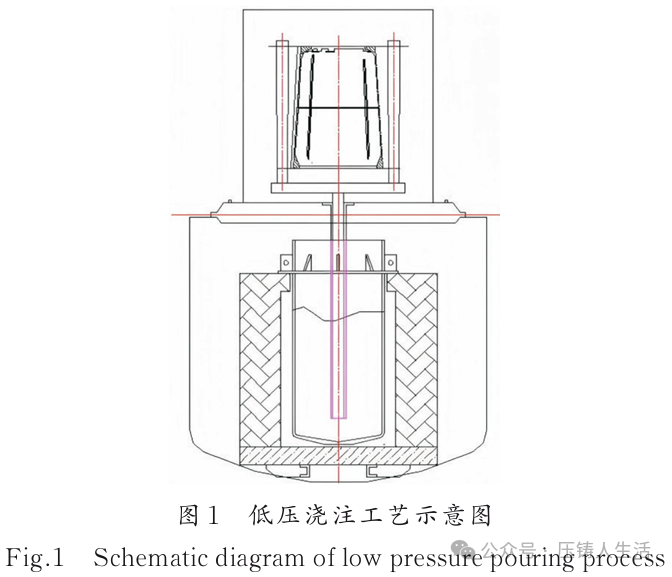
该壳体铸件为I类铸件,内部品质要求高,对缺陷等级控制严格,采用低压铸造工艺生产,见图1。采用立筒缝隙浇道的浇注系统,向下罐加压后,镁合金液从底部坩埚通过升液管进入型腔,再通过直浇道、横浇道,进入立筒缝隙浇道,直至充满整个铸型。
1.1吨级镁合金熔炼易燃爆
熔炼质量为1100kg,镁合金化学性质极其活泼,在常温条件下,镁合金锭的表面会与大气中的氧缓慢反应生成一层氧化膜,一般不会发生剧烈反应,但熔炼过程中熔融态高温镁合金液与氧会发生剧烈反应:
2Mg+O2=2MgO+1619.78kJ (1)
液态镁与水汽的反应更加剧烈:
Mg+H2O=MgO+H2↑+859.23kJ (2)
因为上述反应中的H2会与周围的氧迅速反应生成水,水受热易气化,会导致猛烈的燃烧甚至爆炸。
1.2浇注过程易燃烧
浇注质量为900kg,熔融状态下的镁合金液均是通过直浇道与横浇道等浇注系统进入型腔,带来大量热量,容易在直浇道及横浇道等浇注系统附近形成大量热量集中,产生过热,发生燃烧;充型过程中,高温镁合金液持续冲刷直浇道与横浇道等浇注系统处的型砂,易形成过热产生燃烧;在低压铸造浇注时,压力会使镁合金液面产生波动,导致升液管中金属液上下窜动,容易燃烧。
1.3浇注过程压力大
壳体铸件高度为2000mm,经计算,采取低压铸造方式浇注时,壳体顺利完成充型所需压力为80~90kPa。另外,为减少铸件内部缺陷数量及等级,结壳压力和保压压力还需50kPa以上,铸件浇注过程共需130~140kPa的压力。在此压力下浇注镁合金铸件,对铸型、工装、设备等的强度及可靠性都是挑战,浇注过程存在较大的安全风险。
1.4砂芯强度不足
目前,镁合金铸造生产中,常用制芯方法为树脂砂和粘土砂两种工艺。树脂砂在浇注过程受到热冲击后,会释放大量成分为H2、N2、O2、CO和CO2的混合气体,混合气体与液态镁合金发生一系列反应,并释放大量热量,极易引发镁合金的燃烧、爆炸等安全事故,因此大型镁合金壳体铸造生产中,砂芯一般选用粘土砂工艺。该壳体砂芯尺寸过高,因粘土砂强度较低,砂芯在合箱、起吊、转移及浇注等环节都存在落砂甚至损坏坍塌风险,合金液将从铸型中间往上窜出,容易引发安全事故。
2、工艺安全措施
2.1浇注系统设计
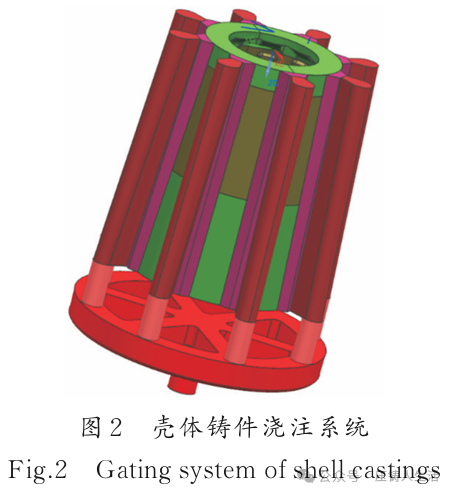
壳体铸件浇注系统见图2,由直浇道、横浇道及立筒缝隙浇道组成。横浇道外轮廓为圆形,内部有6条分支,直浇道通过6条分支连接至横浇道外圆,立筒缝隙浇道均布于横浇道外圆及壳体外形面一周,这样的设计可均匀分配镁合金液的流量,防止浇注过程中出现热量的过度集中,从而降低镁合金过热倾向,同时减少镁合金液对砂型的持续冲刷,降低镁合金液的燃烧倾向。
2.2激冷系统设计
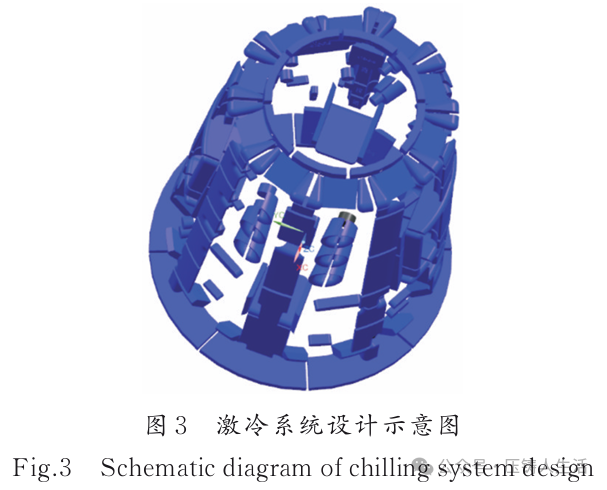
激冷系统设计见图3。在壳体上、下对接端面设置冷铁,所有内型面安装支架、凸台等热节及厚大部位设置冷铁,所有立筒缝隙浇道前放置冷铁,共计296块冷铁;在所有冷铁工作面边缘与周边型砂之间放置激冷砂,避免壳体浇注过程重要部位、厚大部位、热节等处产生缩松等缺陷,同时可有效降低这些部位浇注过程的过热倾向,避免镁合金燃烧。
2.3阻燃型砂设计
在大型镁合金壳体铸造生产过程中,一般选用黏土砂制芯。粘土砂是由多种成分配制而成,需要添加硫磺、硼酸、烷基磺酸钠等阻燃物质。硫磺及烷基磺酸钠等阻燃物质在高温镁合金液的烘烤作用下,释放出以SO2和CO2为主的保护性气体,SO2和CO2都比空气密度大,能驱逐型腔内的空气,同时能够瞬间在镁合金液表面形成一层保护性气膜及致密的MgS膜,阻隔空气与镁合金液的接触,阻止镁合金液高温情况下的氧化及燃烧;同时,硼酸在高温镁合金液作用下生成B2O3,在镁合金液体表面反应形成致密的Mg3B2保护膜,同时B2O3与镁合金液体表面的MgO反应生成MgO·B2O5,MgO·B2O5是致密的釉质保护膜,能防止镁合金液在浇注过程中燃烧。
2.4芯骨设计和砂芯设计
设计芯骨工装见图4,放置在砂芯中部。芯骨底部与底箱通过定位接口连接固定,保证整体砂芯造型、转运及浇注过程的强度,芯骨一周薄壁上均布排气孔,壳体浇注过程中产生的大量气体通过中间芯骨顺利排出,防止其与镁合金液发生反应产生气孔、夹渣及缩松等超标铸造缺陷,同时避免浇注过程因砂芯强度不足及镁合金燃烧带来的安全风险。
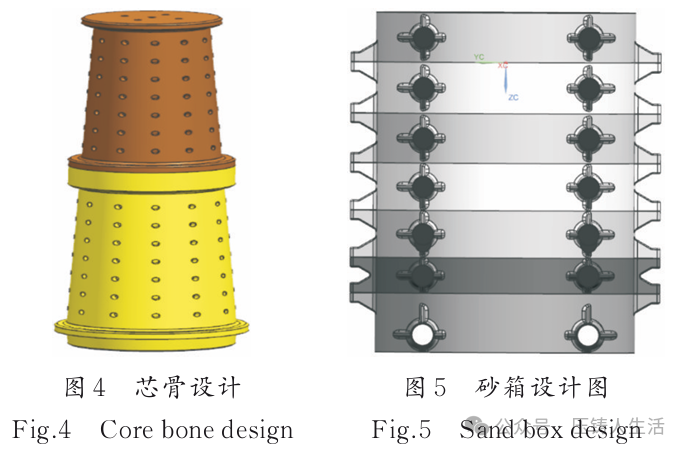
采用多层砂箱设计,共7层,包括2层底箱、4层中间箱、1层盖箱,见图5。底箱受力较大,采用铸铁材质,并进行了去应力退火,其他砂箱采用铸造铝合金制作并进行固溶加时效处理。所有砂箱每层接触面做出2处连接法兰,法兰两侧有加强筋,砂箱接触面的上下法兰通过螺栓连接固定,防止浇注过程镁合金液从砂箱接触面射出。
2.5熔炼保护
目前,镁合金熔炼过程常用的保护方法有熔剂保护和惰性气体保护[13]。大型镁合金壳体生产过程中一般都是大熔炼量操作,且大多采用低压浇注,中间需要坩埚周转、吊运等。因此,全程使用气体保护难以实现,使用熔剂保护加惰性气体保护相结合的方式更加可靠。熔炼过程中镁合金液与熔剂充分接触,即使合金转运过程中不够平稳,镁合金液面产生波动,也不会有很大的燃烧风险。
2.6浇注过程保护
当前镁合金浇注过程的保护措施主要是在镁合金液面上撒熔剂覆盖,覆盖剂熔化后在镁合金液表面形成一层保护层,隔离镁合金液与空气。根据镁合金铸造生产经验,随着浇注量增加,特别是在镁合金熔炼量大于500kg的情况下,浇注过程中下罐罐体内镁合金液的保护措施还有待进一步加强。
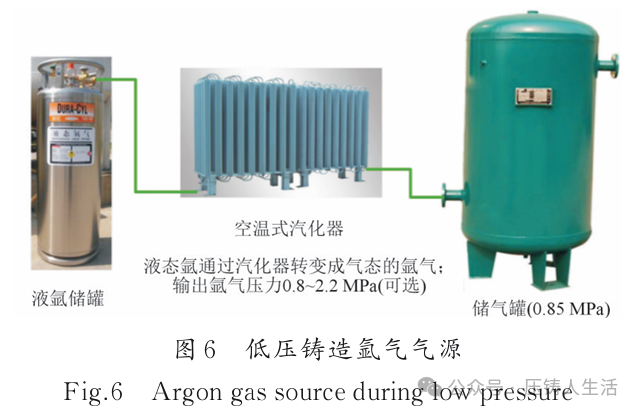
大型镁合金壳体在低压浇注过程中,考虑安全因素,采用氩气作为充型气源[14]。低压浇注充型过程中,在下罐内充入氩气,避免下罐罐体内的镁合金液与空气接触,与覆盖剂共同发挥保护作用,确保浇注过程安全。低压铸造设备氩气气源见图6。
2.7浇注后地坑保护
虽然在工艺设计、工装设计及生产过程已经采取了一系列安全措施来避免镁合金熔炼、浇注过程的安全风险,但是还是要做好浇注过程的安全预案,避免大型镁合金壳体浇注后燃烧、爆炸带来的损失。
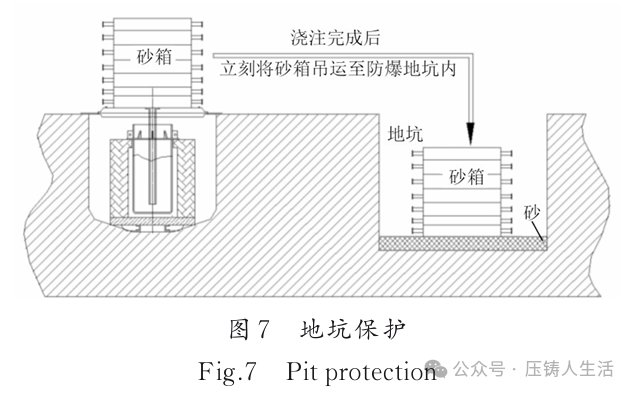
当大型镁合金壳体浇注完成后,将浇注后的砂箱及时转移至防爆地坑中,人员迅速撤离,见图7。这样,即使浇注后的镁合金在砂箱内发生燃烧、爆炸,范围也仅局限在地坑内,能有效减少人员伤亡,降低大型镁合金壳体生产过程发生安全事故带来的损失。
3、生产验证
浇注工艺参数见表1。除了设置低压铸造常规浇注工艺参数外,还设置了低压铸造设备浇注过程的压力上限,该压力上限是在计算理论所需压力的基础上增加了10~20kPa安全余量。设置压力上限可以防止浇注过程中因设备故障或其他不确定因素等原因导致的压力持续升高,避免镁合金浇注过程发生安全事故。

采用表1的工艺参数浇注了壳体铸件,见图8。壳体经X光检测及荧光检测后没有发现超标缺陷,符合HB7780-2005Ⅰ类铸件要求,同时,浇注过程安全可靠,没有发生镁合金燃烧等安全问题。壳体铸件浇注过程及检测结果表明,在工艺设计、工装设计、熔炼及浇注等过程采取的一系列工艺安全措施可以有效解决镁合金生产过程的燃烧、射箱及炮火等安全问题,避免大型镁合金壳体低压铸造过程中产生安全风险。

4、结论
(1)分散式多立筒缝隙式浇注系统、冷铁与激冷砂组成的激冷系统及阻燃型砂可降低大型镁合金壳体低压铸造浇注过程的过热倾向,避免镁合金液的燃烧。 (2)薄壁均布排气孔的芯骨及带有可螺接式法兰面的多层砂箱可分别保证砂芯和铸型具备足够强度,避免大型镁合金壳体低压浇注过程中出现射箱、跑火等安全问题。 (3)熔剂加惰性气体相结合的保护方式,氩气作为充型气源,设置压力上限等工艺技术安全措施可保证吨级镁合金熔炼及浇注过程安全、可靠,避免大型镁合金壳体低压铸造过程中的安全风险。










