








摘 要
镁合金作为21世纪绿色环保合金的代表,广泛应用于交通、电子、空天等领域。半固态成形作为一种极具发展潜力的近终成形技术而备受业界关注。采用半固态成形技术制备优质镁合金展现出广阔的发展前景。其中,半固态浆料的制备是关键步骤。本文对镁合金半固态浆料制备方法及合金体系进行了系统综述,重点讨论了不同制浆工艺下的晶粒细化机制,以及不同镁合金体系经半固态成形后的力学性能表现。目前,制约镁合金半固态技术发展的主要瓶颈包括高成本的制浆工艺、有限的合金设计思路和不完善的工艺路线。因此,进一步发展和优化镁合金浆料的制备工艺,对于推动镁合金及半固态技术的进步具有重要意义。
关键词
镁合金;半固态浆料;制浆工艺;合金设计
镁素有“21世纪绿色材料”之称,其储量丰富且分布广泛。作为目前最轻的结构金属,镁不仅密度低、比强度和比刚度高,还兼具优异的热传导性能、铸造加工性能和电磁屏蔽能力,且具有可循环再利用的优势[1],因此在交通、电子和空天等领域得到了广泛应用[2-4]。传统的镁合金成形方法依据其物理状态和成形机制可分为固态成形和液态成形两大类。固态成形方法包括挤压、锻造和轧制等,主要通过材料的塑性变形来提升其力学性能[5-7]。固态成形的镁合金组织致密、性能优良,但成形需在高温条件下进行,以激活更多滑移系从而增强塑性,因此生产成本较高、工序繁琐,仅适用于形状简单的型材和零件[8-10]。液态成形方法,主要是指各类铸造技术,如压铸、重力铸造等,通过将具有良好流动性的合金熔体浇注进型腔来成形。液态成形的镁合金不仅能保持优良的性能,而且生产效率高,可制备复杂零件,这是液态加工相较于固态加工的主要优势[11-12]。然而,液态成形易引发气孔、缩松等内部缺陷,影响产品的可靠性[13-14]。
20世纪70年代,Spencer等[15]率先提出了半固态金属成形(semi-solid metal forming processes,SSM)技术。通过将金属加热至固液两相区,使其处于固液混合状态,并利用特定工艺使初生固相呈球状悬浮于熔体中,再对固液混合浆料进行成形。半固态成形技术融合了固态成形和液态成形的优点,被视作21世纪极具发展前景的近终成形方法之一。近年来,半固态成形得到了广泛关注,镁合金半固态成形亦成为研究热点[16-17]。
浆料制备作为半固态成形技术的核心环节,其质量直接决定最终产品性能。本文从浆料制备方法和合金体系两个角度展开探讨,综述了镁合金半固态浆料制备的最新研究成果,展望了未来镁合金半固态浆料制备技术的发展方向,以期为低成本、高效率的半固态工艺开发提供理论支持,推动半固态技术在镁合金领域的广泛应用。
一、镁合金半固态浆料制备方法
在半固态成形加工过程中,半固态浆料的质量直接影响产品的微观组织、力学性能以及生产效率。晶粒尺寸及其分布的均匀性、晶粒球化程度通常被用作评判半固态浆料质量的指标。目前,常用的半固态浆料制备工艺包括机械搅拌法、电磁搅拌法、应变诱导熔化激活法、旋转热焓平衡法、超声振动法、气泡搅拌法和自孕育法等。
1.1 机械搅拌法
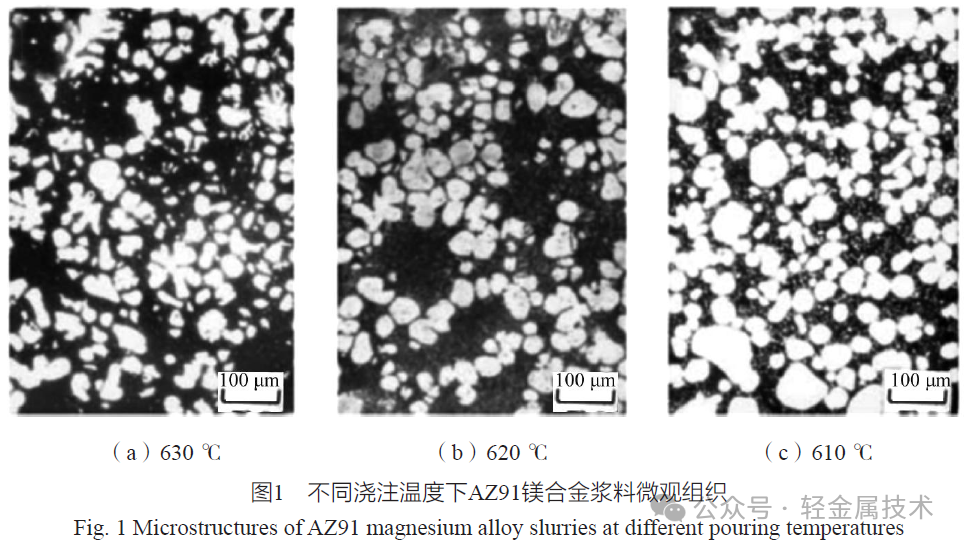
机械搅拌法是一种发展历程较长的浆料制备方法,其工艺简单,技术相对成熟。该方法的核心在于通过叶片或搅拌棒的机械旋转,调控凝固过程中金属初晶的生长与演化,进而获得初生固相为球状或类球状的半固态金属流变浆料[18-21]。Li等[22]采用不同机械搅拌参数制备了AZ91镁合金浆料,发现当浇注温度从630℃降至610℃时,凝固速度加快,浆料中固相分数增加,如图1[22]所示;随着机械搅拌作用增强,晶粒变得更为细小且圆整,晶粒尺寸可达30~50μm;此外,将料筒温度从590℃降至575℃与降低浇注温度的效果相似,均能提升初生固相分数,但剪切速率与晶粒组织的相关性较弱。
Hossain等[23]研究了机械搅拌制备AZ91镁合金半固态浆料的工艺流程,在550℃下以400r·min-1的转速连续搅拌10min,成功制备出半固态浆料。该工艺下微观颗粒分布均匀,材料孔隙率降低、密度增大,合金整体力学性能提高。与之相比,传统搅拌铸造易导致颗粒团聚和内部孔隙,从而对力学性能产生不利影响。Yu等[24]在710℃真空环境下将AZ91镁合金加热至完全熔化,再降温至580℃达到半固态后加入TC4颗粒,以600 r·min-1的转速机械搅拌30min得到半固态浆料,然后在不同挤压比(25/40/60)下制备了AZ91合金。研究发现,TC4和β-Mg17Al12相均促进了动态再结晶成核,且随着挤压比增大,β相断裂晶粒逐步细化。当挤压比为40时,合金表现出最佳的综合力学性能,这主要归因于β相强化、晶粒细化以及应变硬化的协同作用。
1.2 电磁搅拌法
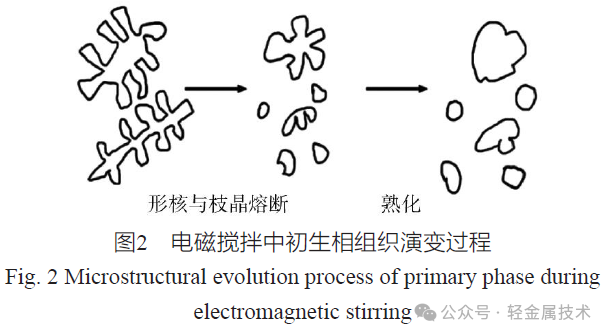
电磁搅拌法利用感应线圈产生的强磁场对处于液固相线温度之间的金属熔体进行无接触搅拌,从而避免机械搅拌带来的接触污染,促使凝固析出的枝晶充分破碎并球化[25-28]。张泉达等[29]利用电磁搅拌法制备了Mg-6Gd-3Y合金半固态浆料,并进行了流变挤压铸造成形。研究发现,在保温温度恒定的条件下,搅拌时间越长、浇注温度越低,固相率越高;当搅拌电压由250V升至350V时,α-Mg颗粒的平均晶粒尺寸缩小且圆整度提高;当搅拌频率从10Hz增加到20Hz时,晶粒尺寸先减小后增大。Mg-6Gd-3Y合金初生相组织演变过程如图2[29]所示,在电磁场作用下,熔体产生强烈对流,形成一定的剪切力,导致树枝晶根部熔断,从而生成蔷薇状颗粒和细小枝晶碎片等不同形貌的初生相颗粒,显著细化了晶粒并提升了合金强度。
庞松等[30]针对Al-Si-Mg合金,采用电磁搅拌方法制备半固态浆料后通过流变压铸成功制备了铸件。Wang等[31]利用低频电磁搅拌工艺制备了Mg-Gd-Zn系合金半固态浆料,系统分析了冷却速率对合金组织的影响。研究表明,未经低频电磁搅拌的合金,其初生相形貌多呈柱状枝晶或等轴枝晶;在低频电磁搅拌过程中,冷却速率的降低能促使合金中初生Mg相的细化和球化,其枝晶破碎的主要机制在于低频电磁场增强了熟化效应并加速了枝晶臂的颈缩。但需指出的是,电磁搅拌法成本高、能耗大,不适用于大直径坯料的制备。
1.3 应变诱导熔化激活法
应变诱导熔化激活法(strain induced melt activation,SIMA)是当前应用较为广泛的半固态浆料制造技术之一,主要包含两个步骤:冷变形和部分重熔。冷变形(如挤压或轧制)的目标在于细化晶粒及提升位错密度。然而,不恰当的变形量会对最终的球状组织产生显著影响。部分重熔是将变形处理后的合金加热至固相与液相共存区,此时应变能驱动晶界迁移,促使形成球状组织。应变诱导熔化激活法的核心原理在于高位错密度区域熔点下降,从而引发局部熔化。晶界处首先熔化形成液相,随后包围固相颗粒。与此同时,Ostwald熟化过程促进小晶粒熔化,大晶粒趋于圆整,最终形成球状结构[32-35]。该工艺适用于高熔点合金,球化效果良好,但也存在工序繁琐、成本较高等缺点,主要应用于汽车制造及空天领域的高性能部件。
丁志强等[36]利用应变诱导熔化激活法成功制备出AM60-2Nd合金,研究了等温温度及时间对组织演变的影响。结果显示,在形成细小半固态球状组织的过程中,固相颗粒尺寸随等温温度升高先减小后增大,随等温时间的延长持续增大。这是由于等温处理阶段,弥散分布的Al11Nd3相在高温条件下对晶界具有显著的钉扎效应,阻碍了再结晶进程并减缓了Ostwald熟化速率。相较之下,Fan等[37]研究发现,对于应变诱导熔化激活法制备的AZ80M半固态浆料,随着等温温度的升高,其平均晶粒尺寸与形状因子先增大后减小。在较高固相率下,粗化机制占据主要地位;而在较低固相率下,熔化机制在晶粒演变中更为关键。Chang等[38]采用应变诱导熔化激活法制备了Mg-10Gd-3Y-1Zn-0.4Zr合金,发现等温温度从550℃升高至590℃时,粗化速率常数持续增加,当温度升高至610℃时则出现下降。此外,由于稀土元素对粗化过程具有抑制作用,该合金的晶粒粗化速率较低。Zhuang等[39]结合半固态处理与热挤压变形工艺(原理与SIMA法相似),先将Mg-1.5Zn-0.25Gd合金铸锭在420℃均匀化处理12h,随后在300℃下挤压,并实施半固态等温处理,最终获得具有双峰结构和精细第二相的Mg-1.5Zn-0.25Gd合金。该合金的极限抗拉强度为444MPa,屈服强度为408MPa,伸长率为12.5%。由于未发生动态再结晶的晶粒具有较强的基面织构和均匀的第二相,相较于直接挤压的合金,其强度有所提高,塑性则略有降低。
1.4 旋转热焓平衡法
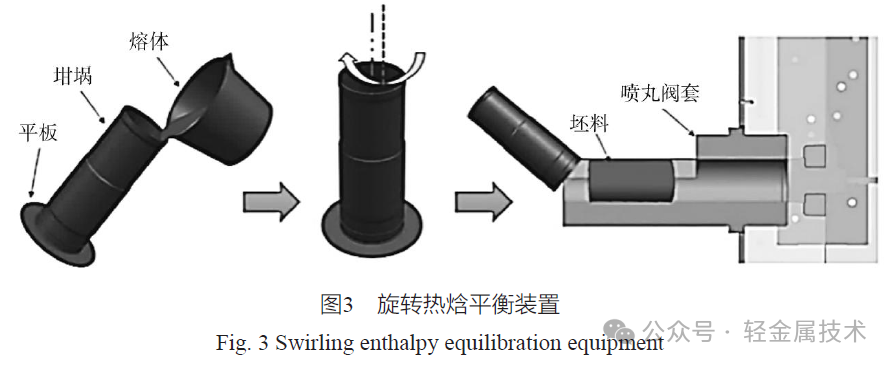
旋转热焓平衡法的本质在于结合机械旋转与热控制,在合金的固液相线之间形成均匀的半固态球状组织,其工艺流程可划分为三个阶段:熔体浇注与初始冷却、旋转离心与热焓平衡、液相排空与坯料成形[40]。相较于其他半固态浆料制备方法,旋转热焓平衡法无需复杂的设备和严苛的工艺条件,操作相对简便,且易于实现工业化生产,其装置示意如图3[41]所示。该方法适用于多种金属材料的半固态浆料制备,如铝合金、铜合金等[42]。
凌向军等[43]利用旋转热焓平衡法成功制备了AZ91镁合金,并与电磁搅拌法进行了对比研究。结果显示,采用电磁搅拌法制备的浆料,其浇注件固相晶粒尺寸在200~300μm范围内;而采用旋转热焓平衡法制备的浆料,其浇注件晶粒为球形及等轴晶形态,晶粒尺寸在50~200μm之间,更为细小均匀。刘佳辉[44]采用旋转热焓平衡法制备了Mg-5Zn-2Gd-0.6Zr合金的半固态浆料,通过调节浇注温度和旋转频率等参数研究了浆料的组织变化,并对合金半固态充型过程进行了数值模拟。结果显示,浇注温度为700℃、旋转频率为45Hz条件下可获得最佳半固态浆料组织;最终压铸成形的合金晶粒细小、圆整,第二相沿晶界呈连续网状析出,力学性能和耐腐蚀性能较好。
1.5 超声振动法
超声振动法借助超声波在合金熔体中传播时产生的一系列物理效应来制备半固态浆料。与其他半固态浆料制备方法类似,其核心目标同样是减小晶粒尺寸,获得球状晶粒。当超声波传入合金熔体后会产生声流效应及特有的空化效应等,促使熔体产生宏观对流,破坏枝晶生长的稳定性,使枝晶转变为玫瑰状或近球状,晶粒球形度得到显著改善[45-47]。此外,超声振动还能够降低氧化夹杂物的含量,并减少SF6等保护气体的消耗[48]。
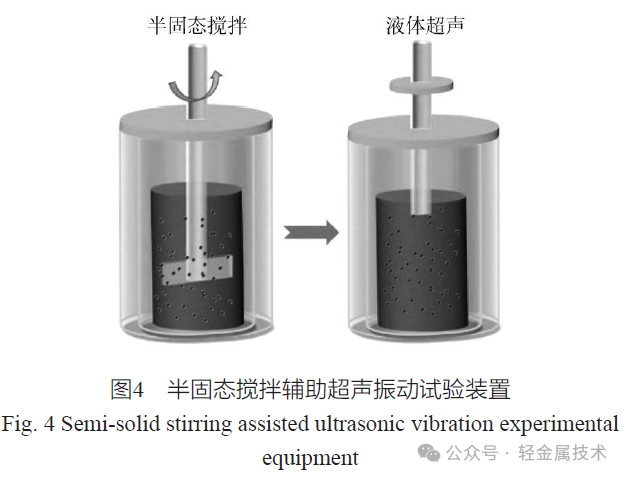
蒲冬梅等[49]采用半固态搅拌辅助超声振动技术,在不同搅拌速度下制备了Ti颗粒增强的AM60合金,试验装置如图4[49]所示。其具体工艺为在半固态AM60合金中添加Ti颗粒,搅拌5min,随后进行10min超声处理。研究发现,Ti颗粒与Mg基体的界面结构呈良好的共格特征,有助于在变形过程中实现载荷从Mg基体向Ti颗粒的有效传递,从而提升合金抗拉强度与伸长率;随着搅拌速度的增加,抗拉强度和伸长率均呈现先增大后减小的变化趋势。
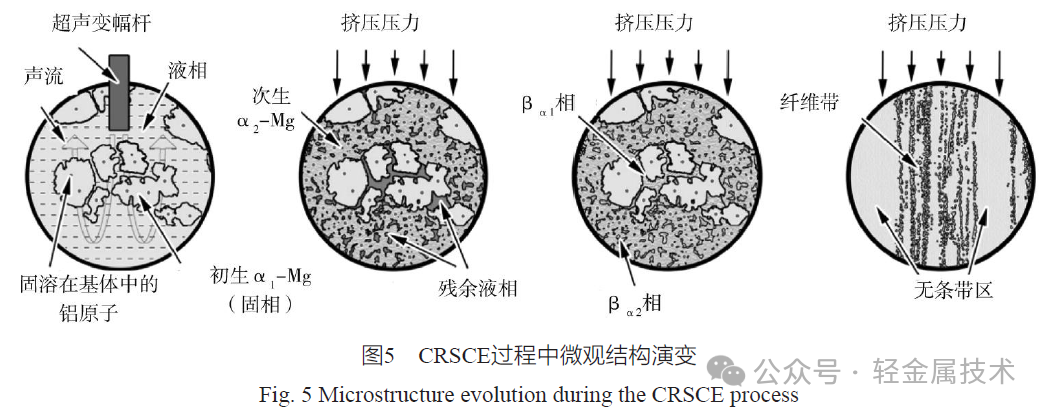
Liu等[50]采用超声处理与半固态搅拌相结合的方法制备了Ni-CNTs/AZ91镁基复合材料。研究表明,先进行半固态搅拌再实施超声处理,有利于Ni-CNTs在镁基体中的均匀分布,部分Ni-CNTs包覆在Mg17Al12相上,同时通过原位反应,在镁基体与CNTs界面处生成Mg2Ni,显著增强了CNTs与镁基体的界面结合强度,使该复合材料的抗拉强度和伸长率较AZ91基体合金分别提高了36%和86%。Zhao等[51]采用超声振动法制备了AZ91半固态浆料,并通过连续半固态流变挤压铸造(continuous rheo-squeeze casting-extrusion,CRSCE)工艺制备了AZ91镁合金。研究发现,超声振动处理不仅能降低初生晶粒中的Al含量,还能增加次生晶粒中的Al含量。细化的Mg17Al12相分散于次生晶界,在挤压过程中被拉伸成狭窄的纤维状条带,其微观结构如图5[51]所示。此工艺使合金获得了优异的综合力学性能,为制造高延展性和高强度镁合金提供了一种无需均质化处理的新途径。
1.6 气泡搅拌法
气泡搅拌法(gas-induced semi-solid,GISS)由Wannasin等[52]提出,其制备半固态浆料的原理是在合金熔体中引入惰性气体(例如氩气),利用气泡上升所产生的强烈紊流以及局部过冷效应,对熔体进行持续搅拌,从而实现枝晶破碎与晶核增殖。该方法对镁合金体系尤为适用,引入的惰性气体不仅可以实现搅拌,更能在熔体表面形成保护层,有效隔绝空气,从而显著减少合金熔体的氧化与夹杂[53]。相较于装备复杂的机械或电磁搅拌,该方法仅需向系统中通入惰性气体,成本大幅降低。
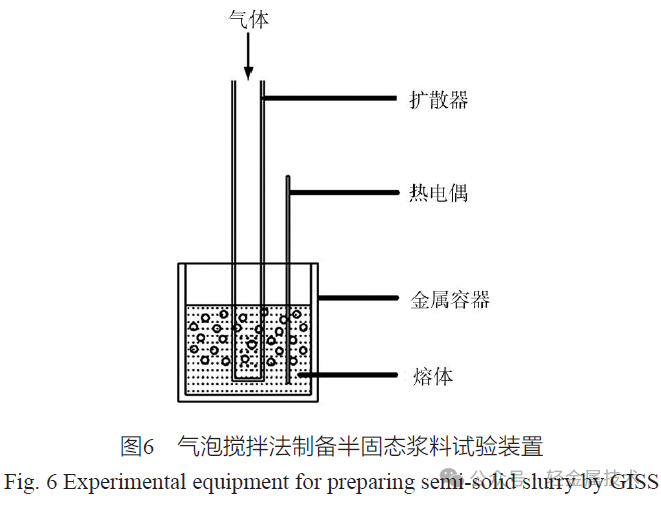
Zhang等[54]采用气泡搅拌法制备了AZ91镁合金,相关试验装置如图6所示。未通气条件下,α-Mg相呈典型的粗大树枝晶形态,在气体吹入过程中可观察到枝晶破碎。当气体流量为5L·min-1时,相较于未搅拌的合金,其α-Mg平均晶粒尺寸由119.1μm减小至77.2μm,平均形状因子由0.1提升至0.596。随后,Zhang等[55]将流变挤压铸造技术与气泡搅拌法相结合,成功制备出AZ91-Ca镁合金。研究发现,增加气体流量能够获得更优质的半固态浆料,同时提高半固态挤压铸造AZ91-Ca合金的延展性,当气体流量为6 L·min-1时,初生α-Mg晶粒尺寸减小到25.4μm;增大压力有助于细化显微组织,降低孔隙率。此方法有效改善了合金的力学性能,可同时实现抗拉强度和伸长率的提高。
1.7 自孕育法
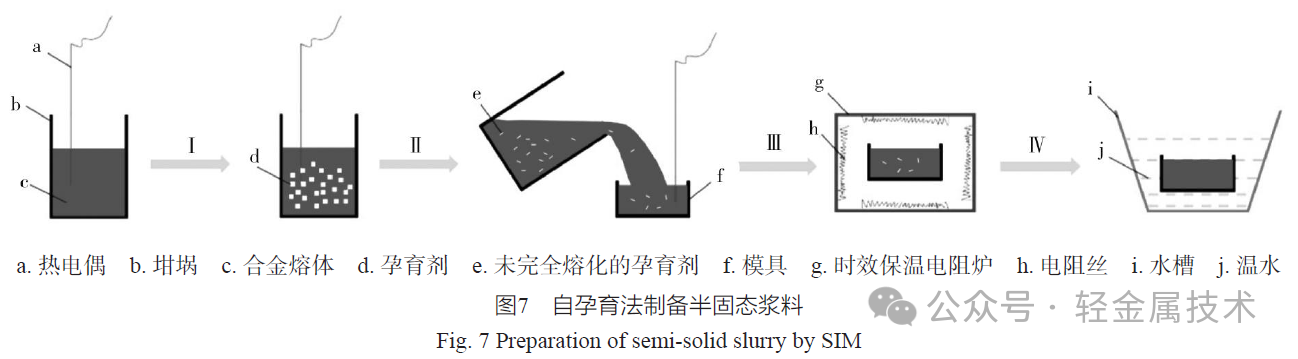
自孕育法(self-inoculation method,SIM)是一种新型凝固控制技术。首先,将具有特定成分、温度或相态的两种合金进行混合,形成大量晶核;随后,将熔体倒入模具或借助导流器引发冷却及对流效应,以抑制晶粒生长,从而消除铸件中的粗大树枝晶,获得细小等轴晶组织;最后,在进行过保温处理后,采用水淬等方式实现快速冷却,以“冻结”半固态浆料的显微结构[56-57]。相较于其他浆料制备技术,自孕育剂能够引入大量形核点,使初生相尺寸更为细小,且无需长时间搅拌或冷却,适合工业化生产,其装置示意如图7[58]所示。然而,颗粒状自孕育剂表面氧化皮难以清除,易引发夹杂物,这在一定程度上限制了其工业应用。
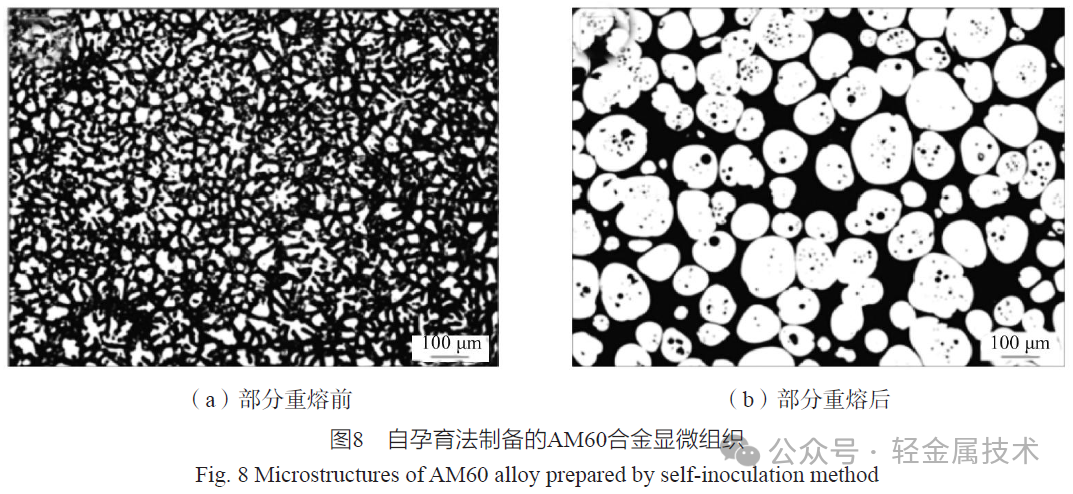
在传统金属凝固过程中,晶粒通常会自由生长,形成粗大树枝晶。而自孕育法借助特定的工艺手段,在金属液中引入大量晶核,促使晶粒在众多晶核的基础上同步生长,从而抑制树枝晶形成,获得细小且均匀的球状晶粒。Xing等[57]采用自孕育法制备了AM60镁合金坯料,并将其部分重熔成半固态。研究发现,由自孕育法制备的半固态坯料在部分重熔后,共晶液相中可清晰观察到均匀分布的球状颗粒,仅有少量液相被包裹在初生晶粒内部,如图8[58]所示。随后,Xing等[59]利用自孕育法制备了AZ31镁合金浆料,发现该方法可将传统铸造工艺中呈枝晶形态的初生相转变为近球状。在620℃等温过程中,浆料中初生α-Mg相由不规则状逐渐转变为理想球状,保温时间过长可能导致初生相粗化,但球化度无明显变化。
1.8 半固态浆料制备工艺对比
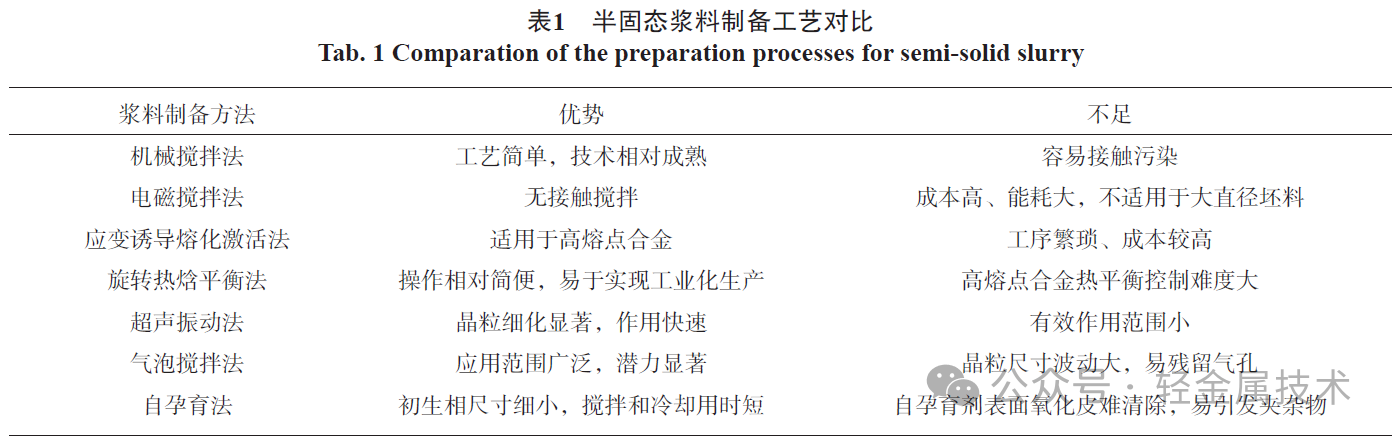
根据以上主流镁合金半固态浆料制备工艺的原理、关键影响因素及应用表现,不同工艺在技术成熟度、操作复杂度、成本投入、适用场景及最终浆料质量等方面各有侧重,差异明显。为直观呈现各类工艺的核心优势与现实局限,为后续研究中的工艺选型、参数优化及技术创新提供清晰参考,现将上述半固态浆料制备工艺的特点进行总结对比,如表1所示。
二、半固态镁合金体系对比
2.1 Mg-Al 系列
镁铝合金是当下应用最为广泛的合金体系,多数半固态镁合金均基于镁铝合金体系设计,例如AZ91、AZ31和AM60。通过添加Al元素,合金的力学性能得到了显著提升,且铸造性能良好[60-61]。镁铝合金在时效处理过程中,通常会析出Mg17Al12相,但在高温条件下晶界处低熔点的Mg17Al12相会发生软化,这导致大多数镁铝合金,尤其是含铝量较高的AZ系合金,在高温状态下强度和抗蠕变性能显著降低[62-63]。半固态技术在提升材料性能方面表现突出,能有效解决铸造缺陷等成形难题,因此半固态成形方法已在镁铝合金体系中得到广泛应用[51,64-65]。近年来,相关学者研究了多种半固态浆料制备工艺和合金化元素,旨在进一步增强镁铝合金的力学性能,并探究半固态成形的可行性。部分文献报道的镁铝合金力学性能和制备工艺如表2所示。
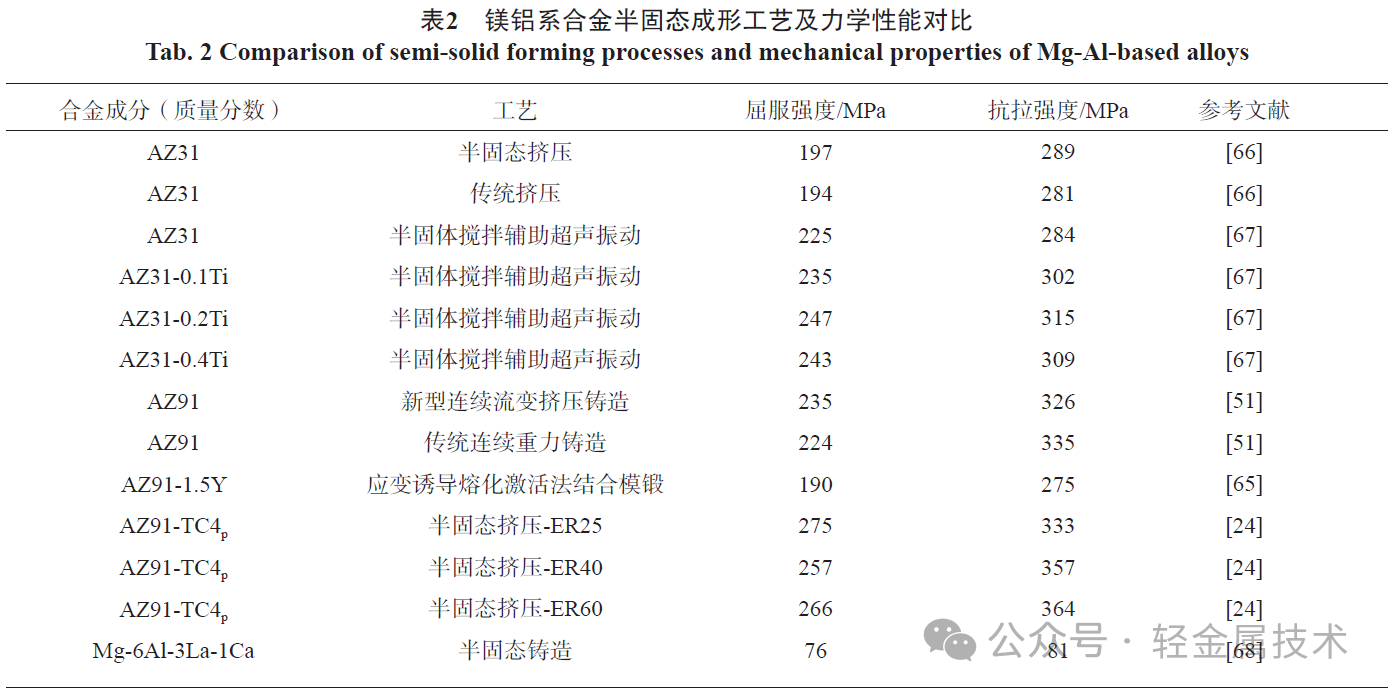
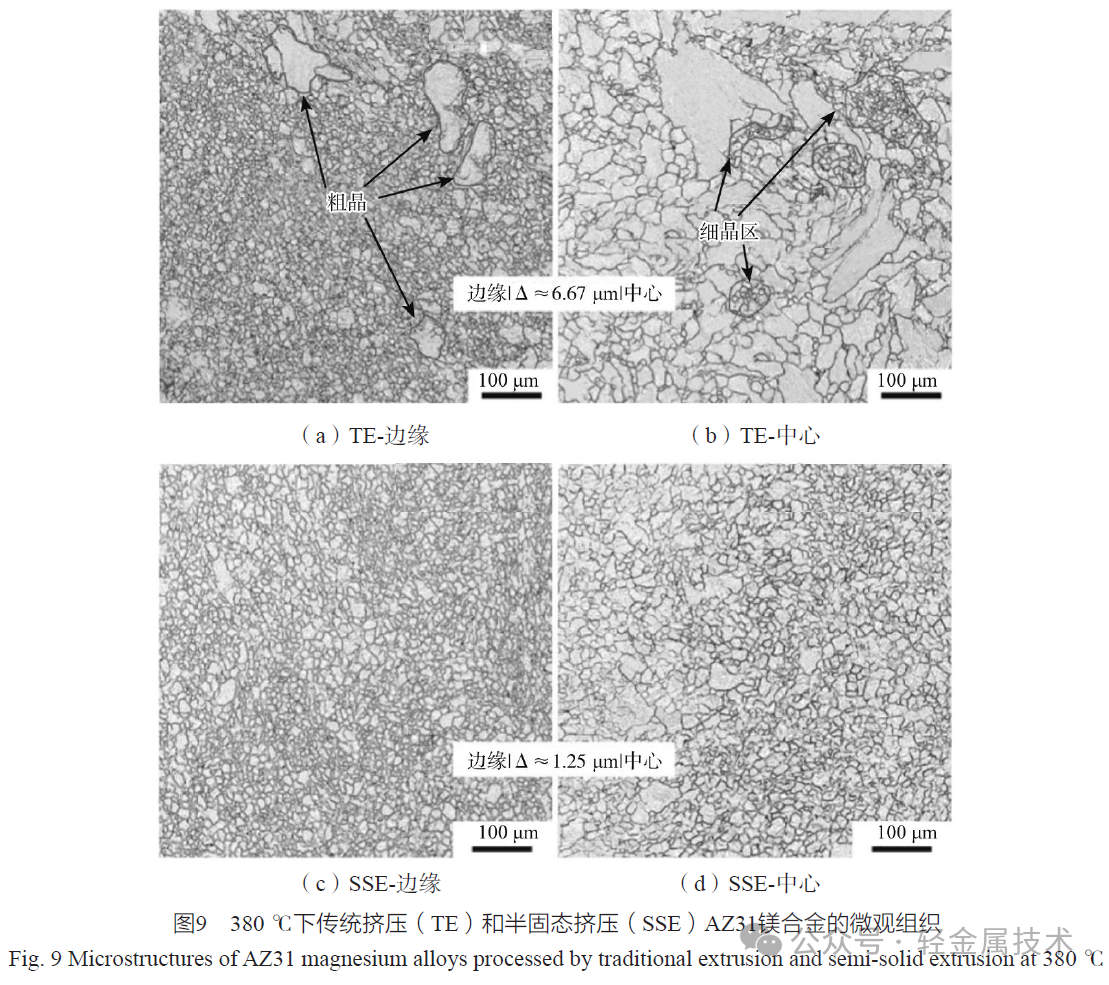
Feng等[66]研究发现,与传统挤压铸造相比,半固态挤压AZ31镁合金(挤压比为9)的晶粒更为细小,如图9[66]所示,力学性能得到改善,尤其是伸长率显著提高至60%。为进一步提升AZ31合金性能,Ye等[67]在AZ31合金中引入Ti纳米颗粒,采用半固态搅拌辅助超声振动方法成功制备出复合材料,由于Al原子扩散到Ti纳米颗粒中形成TiAl,并与基体形成牢固界面键合,AZ31-Ti复合材料的强度和塑性同步增强。除AZ31合金外,半固态成形在AZ91系列合金中也应用广泛,采用半固态工艺和低浇注温度既节约成本,又能促进坯料中次生α2-Mg晶粒的细化。Zhao等[51]采用一种新型连续流变挤压铸造工艺制备AZ91合金,与传统重力挤压铸造相比,合金晶粒更细小且有效阻碍了β-Mg17Al12相形成大尺寸网格的过程,从而获得了更高的强度和更好的延展性。Wang等[65]在铸态AZ91镁合金中引入钇元素,研究发现AZ91-1.5Y合金的微观组织中同时存在骨状析出相β-Mg17Al12和颗粒状析出相Al2Y,稀土元素的添加使粗大的β-Mg17Al12相得以细化。Al2Y相作为高温稳定相,能有效抑制α-Mg基体的生长,减少粗大且不连续的枝晶组织[69]。为提高镁铝合金在高温下的力学性能稳定性,Bartex等[68]以镁铝合金为基体,添加Ca和稀土元素La,使其与Al形成稳定的金属间化合物,通过减少Mg17Al12相的生成提升了合金性能。
2.2 Mg-Zn系列
在共晶温度340℃条件下,锌在镁中的最大溶解度约为6.2%,且该溶解度随温度降低显著减小。锌可通过固溶强化及时效析出MgZn2相的方式提高合金强度。尽管镁锌合金具有密度小、比强度高和加工性能优异等优势[70-72],但其晶粒较大导致强度下降,同时存在铸造性能不足、易腐蚀以及不适用于高温部件等问题,这在一定程度上制约了镁锌合金的应用。因此,亟需开发一种新型成形技术来提升镁锌合金的综合性能。半固态成形方法不仅能够使组织细化、均匀,避免宏观偏析,改善力学性能,还可以降低能耗与成本。对于镁锌合金而言,半固态成形技术还有助于缓解热应力,解决热裂难题[73-76]。表3列出了不同镁锌合金经半固态成形获得的力学性能。在镁锌合金体系中引入稀土元素,形成的纳米尺度初生相能够有效阻碍位错运动,从而提高合金强度[77]。
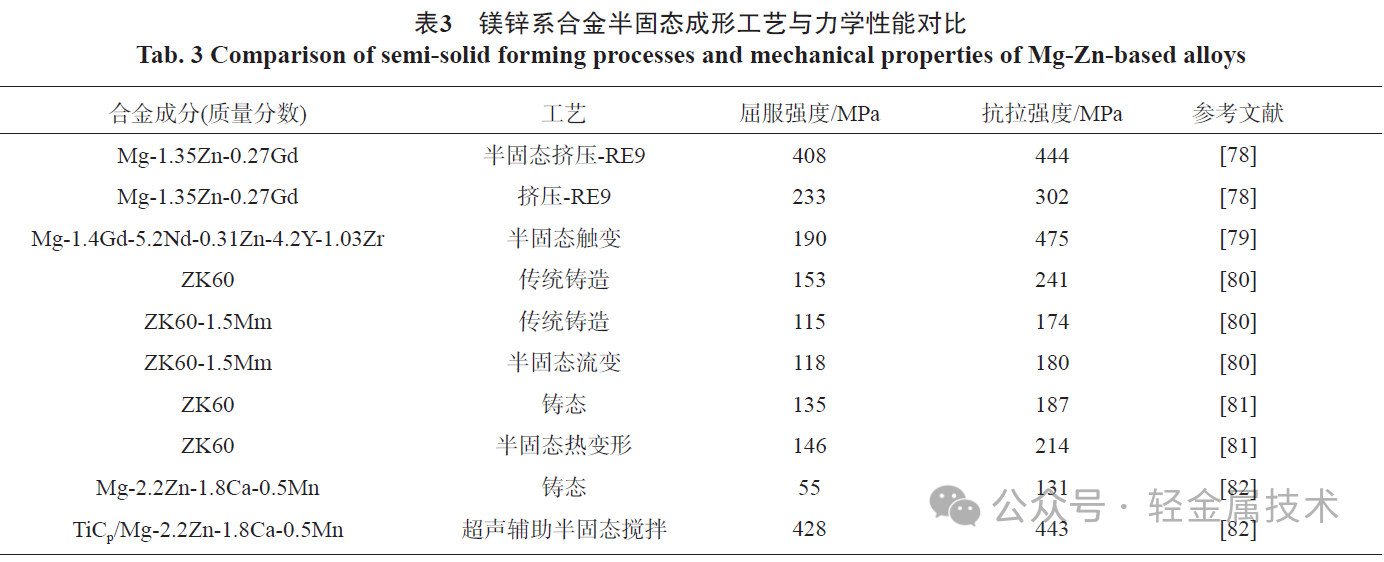
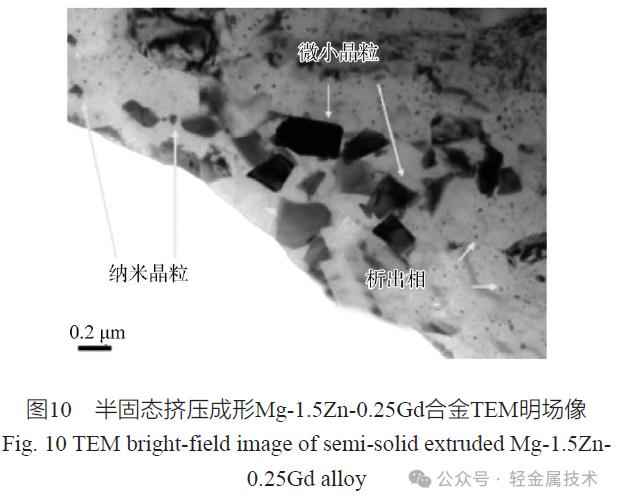
Zhuang等[78]采用半固态与热挤压相结合的工艺,制备出Mg-1.5Zn-0.25Gd合金,相较于直接挤压成形的合金,其屈服强度由233MPa提升至408MPa,极限抗拉强度由302MPa提升至444MPa,但伸长率从37%降至12.5%。TEM图像(图10[78])显示,合金基体中分布着形貌不规则的细小晶粒,强度的提高和塑性的降低源于未动态再结晶晶粒较强的基面织构和细小的第二相。
Rogal等[79]采用半固态触变成形技术,成功将两种稀土元素含量存在差异但熔融温度相近的Mg-Zn-RE镁锌基合金E21和WE43B制备成E21WE43B合金(Mg87.86Gd1.4Nd5.2Zn0.31Y4.2Zr1.03)。该合金由平均晶粒尺寸为59μm的球状晶粒构成,且球间区域存在镁固溶体以及金属间化合物Mg3Nd和Mg24Y5,这使得材料的力学性能得以优化。Silva等[80]采用常规铸造法制备了ZK60和ZK60-1.5Mn合金,并用半固态流变成形工艺制备了ZK60-1.5Mn合金。常规铸造工艺下合金无缺陷且化学成分均匀,而半固态成形方法可将晶粒转变为细小的球状;Mg7Zn3的存在使得ZK60合金展现出较高的强度;加入合金元素Mn后,强化相含量减少,ZK60-1.5Mn合金强度较低。Wang等[81]研究了半固态热成形方式下ZK60合金的拉伸性能与微观组织,发现半固态工艺能细化合金组织,合并机制在组织变化中占据主导地位,合金力学性能表现优异。Nie等[82]针对挤压态TiC纳米颗粒增强的镁锌基复合材料开展研究,通过超声辅助半固态搅拌法使TiC纳米颗粒在复合材料中均匀分布。结果显示,铸态复合材料的共晶Ca2Mg6Zn3相形貌从游离的板状转变为致密的层状结构,晶粒显著细化,合金强度明显提升,抗拉强度可达443MPa,屈服强度可达428MPa。
半固态成形除可以优化镁锌基合金的力学性能外[83-84],在镁材回收领域也具有关键作用。在对颗粒、碎屑或废料进行固态或半固态成形时,关键在于施加使颗粒表面氧化层破裂所需的合适应变,以及能促使合金块之间形成扩散结合的温度。研究发现,当含有25%液相的镁锌基合金半固态浆料流经狭窄通道时,强烈的剪切作用产生足以破碎表面氧化层的应变[79]。同时,成形过程中液相的存在促进了不同合金及废料颗粒间的冶金结合,进而实现废料的高利用率[85]。
2.3 Mg-Gd 系列
众所周知,添加稀土元素可赋予镁合金高强度。同时,钆(Gd)等稀土元素能够形成具有高热稳定性的稀土相从而提升合金耐热性[86-88]。因此,Mg-Gd合金的力学性能优于传统镁合金,尤其是在高温服役环境下,其半固态成形研究同样颇具前景。Mg-Gd合金熔体在半固态浆料制备过程中呈现良好的耐燃与抗氧化性能[89-94],表4为掺杂不同元素后半固态成形镁钆合金的力学性能。
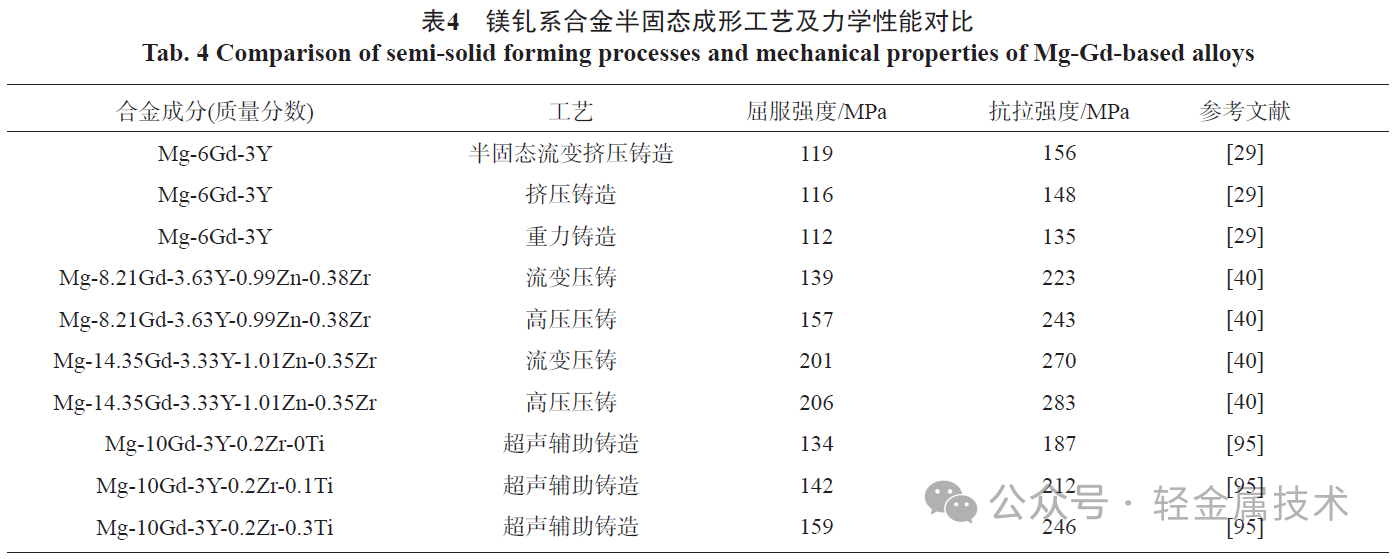
Chang等[40]采用旋转热焓平衡法制备Mg-xGd-3Y-1Zn-0.4Zr合金半固态浆料,对比了流变铸造和传统高压铸造工艺下的合金性能。结果显示,两种工艺下合金相组成基本一致,均由α-Mg和Mg3(Gd,Y,Zn)共晶相构成。传统高压铸造合金的晶粒和共晶相尺寸更小,流变铸造合金无氧化膜和气孔缺陷,伸长率更优,但因其晶粒和共晶相较粗大,且堆垛层错数量较少,强化效果有限。此外,如表4所示,随着Gd含量增加,合金的平均晶粒尺寸和第二相含量逐渐增大,使得合金强度显著提高。近年来,纳米颗粒诱导的生长限制被视作细化微观结构的有效途径[95-98],该方法在改善镁稀土基合金的相形态和分布方面显示出巨大潜力。Shen等[95]通过超声辅助铸造法将TiC0.5N0.5纳米颗粒添加到镁钆基合金中,在熔炼和固化过程中,GW103K(Mg-10Gd-3Y-0.2Zr)合金能够保留这些纳米颗粒,从而显著细化合金中的晶粒和第二相,与无纳米颗粒的合金相比,其抗拉强度、屈服强度和伸长率分别提升了32%、18.1%和116.5%。由此可见,Ti元素的添加对镁钆系合金力学性能的提升具有重要作用。
2.4 Mg-Y 系列
钇(Y)稀土元素也是近年来镁合金化的研究热点。Y在稀土元素中价格相对较低,其在镁基体中的极限固溶度约为12.5%,并且Y、Mg原子半径差异较大,因此相较于其他稀土元素,Y具有更为显著的固溶强化效果[99-100]。半固态技术在浆料制备过程中能够实现晶粒细化,并使Y的强化相在基体中分布更为均匀。此外,较低的半固态制浆温度,还可有效降低Y元素的氧化损耗。
Fu等[102]运用高压硼化与半固态挤压相结合的工艺,成功制备出Mg-7Y合金。研究发现,该合金在170 ℃时伸长率可达108%,呈现出超塑性。半固态工艺有效细化了晶粒,且使纳米增强颗粒YB12均匀分布,在提高合金强度的同时,还增强了热稳定性,进而使合金在高温下表现出良好的变形能力。在镁钇合金中添加Gd、Nd等稀土元素,能够促进α-Mg的异质形核进而细化晶粒;添加Zr则会形成富Zr颗粒,这些颗粒在凝固过程中充当形核核心,同样具有细化晶粒的作用,晶界处的ZrZn2析出相还可抑制显微组织粗化。
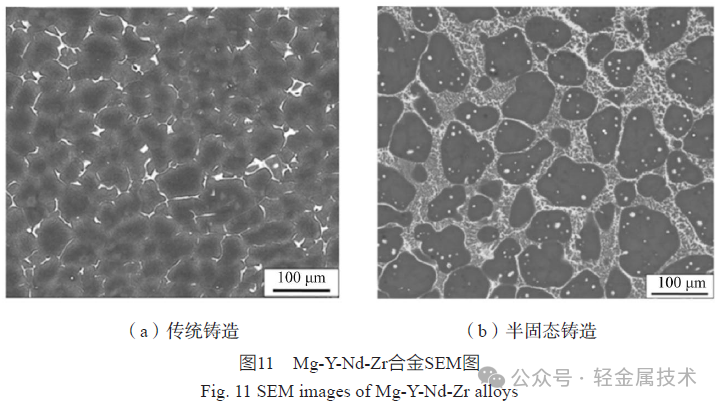
Szklarz等[103]采用半固态触变成形方法制备了Mg-Y-Nd-Zr镁合金。铸态显微组织由尺寸为52.8μm的α-Mg晶粒及富含Y、Nd元素的共晶沉淀物组成。半固态铸造显微组织则由尺寸为65.5μm的α-Mg球状晶粒及体积分数为26.6%的细共晶混合物组成,如图11[103]所示。与铸态合金相比,经半固态处理的合金展现出更优的耐蚀性。Meng等[104]对铸造和挤压态Mg-5.15Y-3.75Gd-3.05Zn-0.75Zr合金进行等温处理,获得半固态浆料后再进行触变成形。研究发现,铸态与挤压态试样中α-Mg晶粒尺寸及共晶化合物分布存在差异,这导致在相同温度下,两种试样所形成的半固态浆料具有不同尺寸的固体颗粒与不同形貌的液相。
三、总结与展望
现阶段,镁合金半固态成形已涵盖主流合金体系,诸如Mg-Al、Mg-Zn、Mg-Gd基合金,相关研究在Mg-Ca和Mg-Sn等合金体系中也已开展。同时,开发出了多种浆料制备工艺及成形路线。镁合金半固态技术凭借其近终成形和近净成形的独特优势,成为突破传统材料加工瓶颈的关键途径。为进一步拓展半固态成形技术的应用领域,提升合金性能并降低成本,仍有诸多方面亟待深入探究:
(1)研发具有更高强度、更优耐热性和耐蚀性的新型镁合金是未来的重要研究方向。从合金成分设计角度而言,例如,可通过添加多种稀土元素产生的协同效应来细化晶粒,提高合金的高温稳定性与抗氧化性能。同时,探索镁基复合材料,将陶瓷颗粒、碳纤维、石墨烯和MAX相等增强相引入镁合金基体,以提升材料的综合性能。
(2)开发新型镁合金半固态浆料制备工艺,实现多种技术的有机结合,如超声-磁场复合等。采用高效的加热和搅拌设备,优化工艺流程,进一步降低能耗,减小晶粒尺寸,从而获得综合性能更优的镁合金。
(3)开发低能耗、低成本、短流程的镁合金半固态成形专用设备,提高设备的数智化程度和稳定性。优化设备结构设计,将半固态浆料制备与后处理结合,提高加工效率和成品良率,充分挖掘镁合金潜力,推动镁合金半固态成形技术的规模化工业应用,以满足我国航空航天、交通运输以及电子通信等行业发展对镁合金的迫切需求。
本文作者
李亚娟1,侯程宇2,3,赵言辉4,刘 超2,3,何志鑫2,3,余 炜5,李晶琨2,3,余 晖2,3。(1. 中检集团(鹤壁)检验认证有限公司,河南鹤壁 458000;2. 高性能轧辊材料与复合成形全国重点实验室(河北工业大学),天津 300130;3. 河北工业大学,河北省“一带一路”先进材料国际联合研究中心,材料科学与工程学院,天津 300130;4. 河南轻盈新材料科技有限公司,河南鹤壁 458000;5. 安徽中医药大学科技产业园,安徽中医药大学,安徽合肥 230012)


