“镁”智库|镁基材料半固态压铸成形研究进展与展望
来源:特种铸造及有色合金
|
作者:大镁
|
发布时间: 2天前
|
6 次浏览
|
🔊 点击朗读正文
❚❚
▶
|
分享到:
近期,南昌大学刘勇教授团队联合上海交通大学、伯乐智能装备股份有限公司等,在《特种铸造及有色合金》(2026年第46卷)上发表了综述论文《镁基材料半固态压铸成形研究进展与展望》。该文系统梳理了镁基材料半固态压铸的制浆方法、工艺调控、性能研究,并重点介绍了半固态注射成型技术零部件中常出现的典型缺陷及工业化现状。
近期,南昌大学刘勇教授团队联合上海交通大学、伯乐智能装备股份有限公司等,在《特种铸造及有色合金》(2026年第46卷)上发表了综述论文《镁基材料半固态压铸成形研究进展与展望》。该文系统梳理了镁基材料半固态压铸的制浆方法、工艺调控、性能研究,并重点介绍了半固态注射成型技术零部件中常出现的典型缺陷及工业化现状。
相比传统液态压铸,半固态浆料(固-液共存)具有充型平稳、凝固收缩小、模具热冲击低、组织均匀等显著优势,
能有效减少飞溅、卷气等卷入性缺陷,提升铸件力学性能。
论文将制浆路线分为两大类:
➡流变成形:将熔融金属液冷却至半固态区间制浆,典型方法包括机械/电磁/气体搅拌、超声振动、冷却通道法、近液相线铸造 及引晶法等,各有对浆料纯度、固相形貌控制的差异化特点。
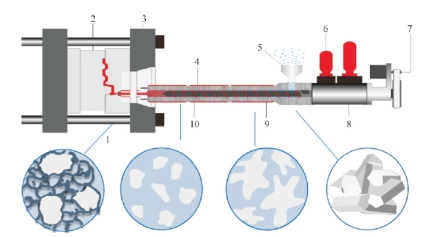
➡触变成形:将具非枝晶组织的金属坯料(可通过变形法、等温热处理、粉末冶金等预制)加热至半固态区间获得浆料。其中半固态注射成型是对于镁合金的比较独特的一种专用方法,直接使用镁合金颗粒,其初始组织比较粗大,当通过螺杆加热+剪切制浆-射出一体化,其组织转变为非枝晶半固态组织,而且无需熔炼与SF₆保护气,是当前工业化大规模应用的主流方向。
二 、关键工艺参数对成形质量的影响
半固态成型质量受多参数协同调控:
►浆料温度/固相率:温度过低(固相率过高)易致冷隔、充型不满及液相偏析;温度过高(固相率过低)弱化半固态成型过程优势,易卷气。需匹配材料特性精准调控工艺窗口。
►压铸速度:对气孔、氧化夹杂影响最显著。适当降低压射速度(如流变压铸AM60B合金建议<4m/s)利于层流充型、减少缺陷,兼顾生产节奏即可。
►模具温度:通常需要模具预热,尤其薄壁件要提升充型能力;而厚壁件久产则需控温冷却,保障批次一致性。在3C产品常有最优模温区间平衡强韧性与外观表现。
►铸造压力:高压促进形核、细化晶粒、提升致密度与固溶强化效果,但过高会易导致固液分离及组织偏析。
综述归纳了一些半固态注射成型典型缺陷机理:
◉ 孔隙(气孔/缩松):源于气体析出或卷气。可通过优化注射速度、改进浇口避免浆料直接冲击模壁,以及优化凝固顺序助补缩来改善。致密度高的半固态成型零部件支持后续T6热处理。
◉冷隔:半固态浆料前沿焊合通常不及液态金属。采用相对高的浆料温度+较低压射速度、设置溢流/排气口排杂排气,能规避“倒V”形前沿缺陷,提升焊合质量。
◉ 偏析:宏观偏析受固-液相对运动影响,可一定程度上借助模拟预测;微观偏析因半固态铸造有近球形初生α-Mg的存在,比高压铸造有所改善。高固相率浆料在薄壁/狭孔处易固液分离偏析,可适当调高温度或速度。
◉ 夹杂/充不满/飞边:分别对应清理浇注系统及冒口排氧化杂、适度提升浆料/模温改善流动性、清洁分型面与增大锁模力等对策。
四、材料体系与工业化轻量化展望
目前半固态注射成型量产以AZ91D、AM60B等Mg-Al系合金材料为主,亦在探索稀土镁合金及外加增强体等镁基复合材料,提升强/塑/耐热/耐磨/导热性能。工业化层面,随着装备大型化(如3000T+级注射机)及工艺不断成熟,集成式座椅骨架、CCB、电驱壳体、副车架、汽车轮毂等结构件接连试制落地,正加速从3C精密件向新能源车身大型一体化结构件跨越。
论文同时指出,该技术正处于大规模产业应用关键转型期,未来应聚焦:
①.开发适配半固态成形的新成分体系。突破现有主流合金的性能局限,开发兼具高强度、高耐蚀、高耐热等特性的新型镁基材料;同时对已有高性能镁合金进行成分优化,使其更好地适应半固态成形的工艺窗口与流动充型特性。
②.引入大数据与机器学习辅助精准调控。基于大数据模型与机器学习算法,对半固态成形过程中的组织演变、力学性能进行实时预测,替代传统“试错式”工艺摸索,指导温度、速度、压力的精准匹配,提升生产稳定性与一致性。
③.攻关先进半固态装备与大型构件。面向新能源汽车等对超大尺寸、复杂结构件的迫切需求,开发更先进装备,突破大注射量、组织转变稳定、大投影面积的一体化成形技术瓶颈。
④.持续优化工艺并完善全生命周期评价。针对成型温度区间、参数敏感性等问题持续迭代工艺;同时从安全性、经济性、绿色性三个维度,对镁基半固态铸件的长期使用性能、生产成本与环境效益进行系统评价,推动技术的大规模可靠落地。