










镁合金材料研究现状及发展趋势
1、稀土镁合金
通过添加稀土元素可提高镁合金的力学性能与高温物化性能,稀土元素的作用机制主要包括晶粒细化、晶界强化和固溶强化。表5所示为镁合金常用稀土添加元素及其作用机制。添加Ca、Sr元素可明显改善二次相的热稳定性,添加Si、Zr元素可显著改善压铸镁合金的高温蠕变性能。马健研究指出:当Mg-5Sn-1Si合金Y添加含量由0.2%增至0.8%时,生长抑制因子GRF由16.94提高至17.96,枝晶臂间距由23.7 μm降低至12.5 μm,减少约47%。朱利敏通过添加Sm元素,显著改善了Mg-8Gd-0.5Zr与Mg-8Gd-3Sm-0.5Zr合金在350~500 ℃变形温度、0.002~0.1 s-¹应变速率下的变形激活能,细化了再结晶的晶粒尺寸。
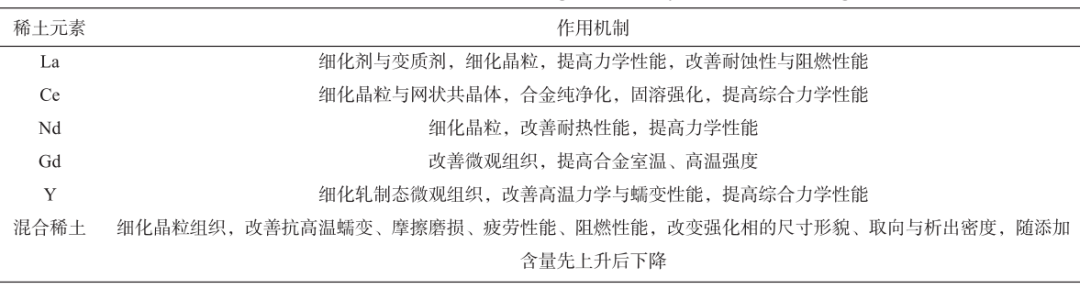
表5 镁合金常用的稀土添加元素及其作用机制
2、耐热镁合金
耐热镁合金主要分为Mg-Al系耐热镁合金(AZ、AS和AM系列)、Mg-Zn系耐热镁合金(ZE、ZC和ZAC系列)、Mg-Zn-Al系耐热镁合金与Mg-RE系耐热镁合金(WE、ZE和QE系列) 。国内应用最广泛的ZM5耐热镁合金使用温限为120 ℃,ZM6使用温限可达200~250 ℃,当需要长期服役温度超出260 ℃时,国内尚无成熟的合金牌号可供选择。美欧的WE43、WE54、QE22、Electron21与俄罗斯的MⅡ9、MⅡ10、MⅡ14长期使用温限可达228 ℃。表6所示为耐热镁合金的常用添加元素及其作用机制。耐热镁合金的强化机制为晶内与晶界双重强化,通过减小原子扩散速率、限制位错运动、阻止晶界滑移,结合固溶强化、析出强化、准晶强化与复合强化,可有效提高耐热使用温限;基于此,一般常选用大尺寸晶粒以增大原子扩散距离,减少晶界扩散通道;添加稀土元素在晶界析出细小的热稳定强化相,钉扎晶界阻止晶界滑移;采用固溶强化可在晶内析出大量细小弥散分布的热稳定相阻碍位错滑移。耐热镁合金未来发展主要集中在以下四个方面:(1)研究低成本稀土元素Ca、Sr、Ba与Ⅳ、Ⅴ族元素对镁合金耐热性能的影响规律与作用机制,开发低成本合金;(2)采用快凝技术制备微米级乃至纳米级准晶组织,提高合金耐热温限;(3)采用单向挤压、等通道转角挤压、扭转挤压、往复挤压等大塑性成形工艺,实现晶粒与析出相的强化,提高耐热性能;(4)通过新的热处理技术与工艺装备,提高合金的使用温限。
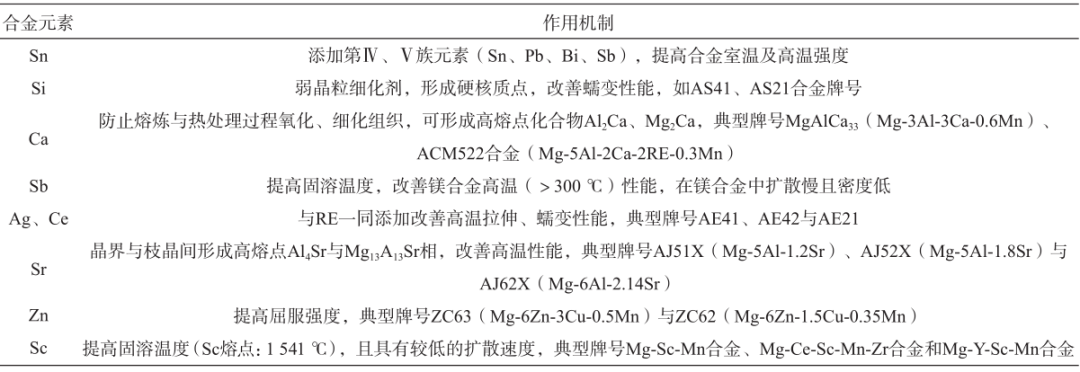
表6 耐热镁合金常用添加元素及其作用机制
3、阻燃镁合金
镁合金熔点低,熔炼时易氧化燃烧形成多孔性疏松MgO层,其密度仅为0.8,无法有效覆盖熔体表面阻止继续燃烧,因此镁合金熔炼必须采用阻燃防护。镁合金阻燃防护主要包括熔剂防护、气体防护与合金化阻燃防护,其作用机制均为覆盖镁合金熔体表面,阻止镁与空气持续接触以阻止燃烧。表7为镁合金常用的保护熔剂化学成分配比。镁合金气体防护可分为两类:(1)选用CO₂、SO₂或含F(六氟化硫SF6 、四氟乙烷HFC-134a、氟化酮等)反应性气体;(2)选用Ar等惰性气体。镁合金阻燃防护一般常添加Ca、Be、Zn与稀土元素,反应生成的氧化物密度一般高于1,可有效覆盖熔体表面,起到良好的保护效果。
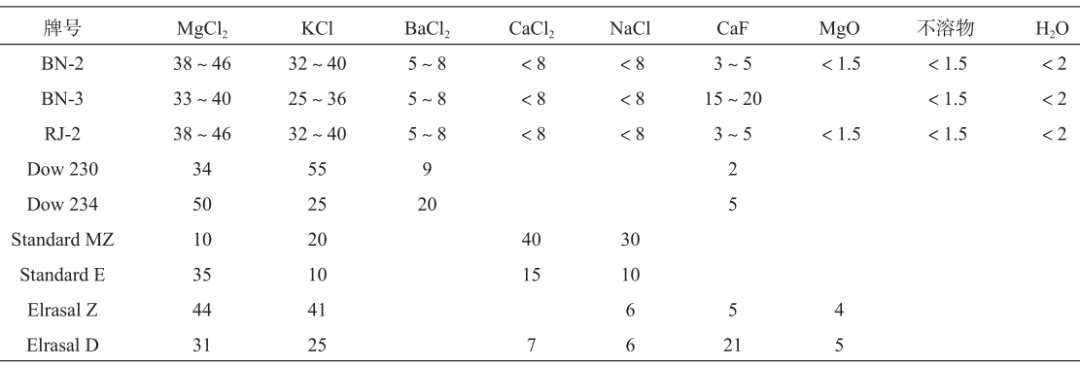
表7 镁合金常用保护熔剂化学成分配比 wB/%
对于1%~5%Mg含量的镁合金,添加3%的Ca元素后合金燃点可由500 ℃提高至750 ℃,当Ca元素添加量达5%时,其氧化膜在970 ℃大气中暴露60 min仍致密存在。由于BeO薄膜的热力学稳定性好、导热系数高,可及时将氧化反应热传导至熔体外部,避免熔体温度恶性升高,且Be元素与氧的反应热高于Mg元素,因此添加Be元素可获得较佳的阻燃效果。MgZn薄膜阻止Mg氧化燃烧的效果也较为理想,但Zn元素添加含量过高时易产生热裂,其添加量一般不大于1.5%。
4、耐蚀镁合金
如图4所示,镁合金常见的腐蚀类型主要分为电偶腐蚀、点蚀、丝状腐蚀与高温腐蚀。丝状腐蚀多发生于有保护性的涂层下,而未经涂覆的纯镁、Mg-8Li、Mg-Zn-Y-Al、Mg-Al-RE-Mn等,腐蚀丝萌生后,腐蚀丝在表层沿着某个路径向前延伸,形成一条细长的腐蚀沟槽。腐蚀机制主要是由第二相或杂质元素引起电偶腐蚀与表层MgO薄膜剥落形成的物理和化学腐蚀,随着外电位的不断提高与外加电流密度的持续增加,阳极溶解反应速度随之加快,阴极析氢反应也不断增大,即镁的NDE负差效应。多数环境下镁合金的表面膜主要为晶态Mg(OH)₂,添加Al、Mn、Zn后,易在表层形成分层结构表面膜层,即多孔性疏松MgO/Mg(OH)₂/Al₂O₃/基体金属形式的膜结构,加速了镁合金的腐蚀。

(a)电偶腐蚀;(b)点蚀;(c)丝状腐蚀;(d)高温腐蚀
图4 镁合金腐蚀机制
目前常通过合金化与相结构调整来改善镁合金的耐蚀性能,对于普通镁合金而言,Fe、Ni、Cu、Co、Sb、Si等元素的添加量需严格限制,单个元素添加量应小于0.1wt%,总添加量应小于0.25wt%。同时可添加适量的RE元素在镁合金表面反应生成致密的RE₂O₃钝化膜,在合金内部形成Al 4 RE相,减少Mg17Al12相的浓度,改善镁合金的耐蚀性。在AZ系列镁合金中添加适量的Al可增加晶界处β相的数量、浓度,改善耐蚀性能;加入3%~5%的Ca元素可形成MgCa金属间化合物,提高耐蚀性能;添加适量Zn可形成MgZn固溶体,第二相杂质数量随之减少,合金耐蚀性得以提高。不同加工工艺下的合金具有不同的相成分与含量,其腐蚀作用机制也有所差异,因此相结构对镁合金的耐蚀性能影响也较大。采用快速凝固、半固态铸造结合的热处理制度均可改变镁合金的相组分与微观结构,且合金基体组织更加均匀,内部缺陷数量随之显著减少,合金的固溶饱和程度得以提高,可明显改善耐蚀性能。
5、变形镁合金
镁合金室温抗拉、屈服、塑性差,加工难度高,现有强化工艺多以牺牲塑性为代价,且现有铸锭制坯尺寸偏小,难以实现大规格的生产制备,与铝合金相比,应用面较窄。与其他加工制备工艺相比,变形镁合金可在热状态下以轧制、挤压、锻造、拉拔等工艺方法进行塑性成形,制成板、棒、型、管、丝与锻件等半成品,用于后续加工装配,见图5。常用的变形镁合金主要为Mg-Mn系、Mg-Al-Zn系与Mg-Zn-Zr系,多数是在AZ系列、ZK系列上由合金化开发而来,如AZ113、AZ151与ZM61等。

(a)板材;(b)棒材;(c)挤压型材;(d)管材;(e)丝材;(f)锻件
图5 变形镁合金制品
6、阻尼镁合金
与橡胶、塑料阻尼板、泡沫塑料、阻尼复合材料、阻尼涂料等有机材料相比,镁合金密度低、比刚度高、抗电磁屏蔽与辐射能力强,且具有极佳的减振性能,目前已在航天卫星、运载火箭、枪械、智能机器人、无人机等领域得到了广泛应用,引起了学术界的广泛关注 。金属材料的阻尼机制主要分为位错型阻尼、复相型阻尼、铁磁型阻尼以及栾晶型或晶界型阻尼,低温下镁合金阻尼机制为位错阻尼,满足Granato和Lucke提出的位错钉扎-脱钉模型,即G-L理论;高温环境下除了位错阻尼作用机制外,还含有晶界阻尼。镁合金阻尼性能的改善可通过以下三种工艺方法实现:晶粒细化与位错强化、镁基复合材料和热处理调控。表8为几种常见镁合金的阻尼性能与力学性能。
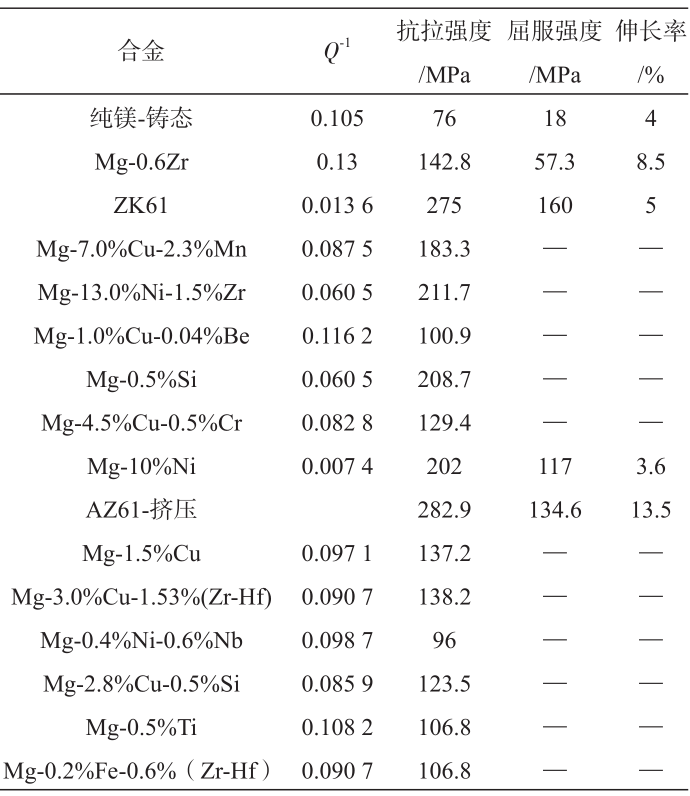
表8 常见镁合金阻尼性能和力学性能
7、生物镁合金
镁合金作为建筑材料每公斤仅20~50美元,作为宇航材料每公斤100~1 200美元,作为生物医用材料,每公斤可达1 200~150 000美元,作为现有金属生物植入材料的新一代替代产品已表现出巨大的优势与潜力,引起了国内外广泛的关注与研究。与传统生物医用金属材料相比,镁合金作为骨内植入物,具有良好的承载能力,避免骨折痊愈后二次手术给病人带来的痛苦与高昂的治疗费用;作为心血管支架材料,可有效减少晚期血栓、血管内膜增生、再狭窄等问题。生物医用镁合金一般多添加适量的Al、Si、Sn、Zn、Zr以改善力学性能,同时Al、In、Mn、Zn、Zr元素可延缓合金在体液中的吸收降解速率。未来生物医用镁合金发展重点将集中于改善组织相容性,提高材料与活体组织的相容程度,避免与活体组织发生反应;借助多学科交叉研制出具有特殊治疗特性的生物医用镁合金,不仅限于作为人体器官假体或替代品;开展并完成具有多种特殊功能生物医用镁合金材料的研制与开发,可满足不同医用工况的需求,不断提高其经济附加值。
8、压铸镁合金
当前我国汽车行业用镁合金占全年镁合金总用量的50%以上,而在汽车行业压铸镁合金用量占全行业镁合金总用量的85%以上。汽车用金属材料一般需具有良好的减震降振效果、中等载荷承载能力与良好的成形能力,同时还要满足批量化生产制造的低成本与短周期。静态下固体弹性区域内的静态应力-应变关系主要取决于材料的杨氏模量E,而汽车服役工况为振动载荷,动态下的应力-应变关系(激振力-振动振幅关系),尤其在共振状态下则随衰减而发生变化,因此即使镁合金弹性模量E较低,但仍为一种优异的减震材料。A380铝合金在35 MPa应力下的衰减系数仅为1%,而AZ91D镁合金则高达25%;当应力达到100 MPa时,A380铝合金的衰减系数仅为4%,AZ91D镁合金则增至53%(AM60为72%,AS41为70%)。铝合金压铸制件的最薄充型壁厚一般为2.5~3.5 mm,而镁合金具有更佳的压铸充型流动性,最薄压铸成形壁厚可达1.0~2.0 mm,可采用薄壁+加强筋+凸缘的结构设计方法用于成形薄壁结构,与单纯增加截面厚度相比,可获得更高的结构强度。压铸制造的生产成本主要为模具成本,考虑到压铸镁合金的模具使用寿命通常是铝合金的2~3倍,因此在大批量生产制造时采用压铸镁合金可取得比铝合金更低的生产成本。
镁合金压铸制造工艺主要包括:(1)真空压铸-压射过程抽除型腔与压室气体,减少气孔缺陷,提高压铸制件的冶金致密度;(2)充氧压铸-在模穴内充入氧气或其他活性气体,置换模穴内的空气,金属液充填时活性气体与其反应生成金属氧化物颗粒,埋置在合金内部起强化作用;(3)半固态压铸-压铸前快速搅拌熔体获得50%乃至以上的固体成分浆料,糊状合金熔体进行压铸;(4)高压压铸-金属熔体在高压下实现快速充型、凝固,提高压铸制件的冶金致密度与力学性能。
压铸镁合金主要分为AZ系列(Mg-Al-Zn-Mn)、AM系列(Mg-Al-Mn)、AS系列(Mg-Al-Si)与AE系列(Mg-Al-稀土),常用压铸镁合金的力学性能见表9。
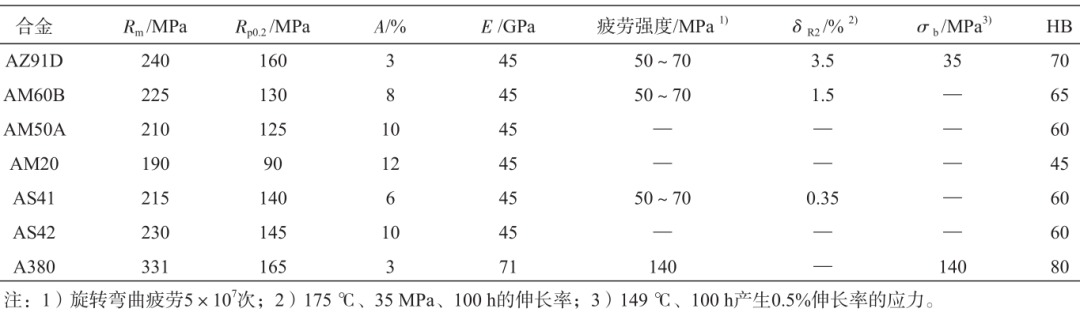
表9 常用压铸镁合金的力学性能
镁合金加工技术研究现状及发展趋势
镁合金铸件占所有镁合金加工成形工艺制件总量的40%,压铸占比镁合金铸造制件总量的65%以上。镁合金压铸分为冷室压铸与热室压铸,冷室压铸又分为立式压铸与卧式压铸,除压铸外还包括砂型铸造、挤压铸造、半固态触变成形铸造与触变成形铸造。航空航天用镁合金制件由于批量小、品种多,一般多选用砂型铸造。挤压铸造常选用较低的充型速度与最小的挠度,充型速度一般不大于2m/s,充型压力不低于70MPa。挤压铸件按热处理强化工艺又可分为直接挤压铸造与间接挤压铸造。半固态触变成形铸造是将合金熔体加热到含有球状固相组分的半固态浆料,挤压至模具进行成形制造。触变铸造是将制备的球状晶体(触变材料)铸锭或棒料再次加热到固液糊状区,借助压铸或锻压设备加压成形,成形的制件具有致密度高、力学性能高的特点。镁合金压铸与挤压成形工艺的典型力学性能见表10。表11所示为镁合金不同成形制造工艺的对比结果。

表10 镁合金压铸与挤压铸造典型力学性能

表11 镁合金铸造成形制造方法对比
与常规的铸造成形工艺相比,可采用锻造、挤压或轧制等塑性成形工艺细化材料内部微观组织,消除材料内部的气孔、疏松等铸造缺陷,提高材料力学性能。常用的高强镁合金多为变形镁合金,如M1、M2、AZ31、AZ61、AZ63、AZ80、ZK60等牌号;轧制成形镁合金多选用Mg-Mn系合金(如MB1、MB8)或Mg-Al-Zn系(AZ31B)与Mg-Li系(LA141),用于制造中厚板与薄板产品。镁合金室温挤压工艺性较差,挤压温度一般高于150 ℃,在175 ℃挤压温度下挤压比可达2.0,在225 ℃下可达3.0,常用的挤压镁合金多为AZ31B、ZM21、ZK60A与HK31等。镁合金室温锻造极易开裂,锻造温度一般控制在200~400 ℃,当锻造温度超出400 ℃时,易产生腐蚀氧化、晶粒粗大等,锻造工艺性能较差。
与多数金属材料不同,镁合金通过选择合适的组织结构与形变温度可获得良好的超塑性,可在应变速率大于0.01 s下获得高达100%以上的伸长率,实现薄壁精密结构的精确成形。MB26镁合金在1.67×10﹣³ ~4.1×10-² s-¹ 应变速率与250~480 ℃温度下具有良好的超塑性;当温度升至350~450 ℃时伸长率可高达520%,在1.17×10-³ s-¹应变速率与400 ℃下伸长率可达1450%。图6为镁合金超塑性成形断后伸长率的实物示意图。
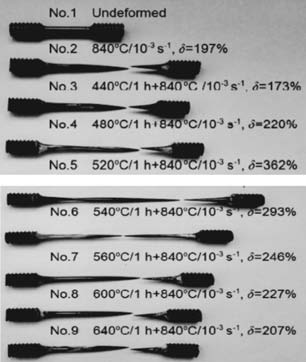
图6 镁合金超塑性成形断后伸长率
对于高弹性模量、高比刚度、高力学性能镁合金制件,可采用粉末成形工艺制备,主要分为快速凝固粉末冶金技术与喷射沉积技术。快凝粉末冶金技术(PS/PM)通过快凝制备RS粉末,再通过粉末固结制成坯料,经塑性变形制得。Mg-Zn、Mg-Al、Mg-Ag、Mg-Ca和Mg-RE系镁合金采用RS/PM法制备的抗拉强度均高于500 MPa,AZ91镁合金采用RS/PM法制备后抗拉强度由313 MPa增至517 MPa,屈服强度由226 MPa增至457 MPa,采用该工艺方法制备的超高强镁合金抗拉强度可高达935 MPa。喷射沉积(图7)采用高压惰性气体雾化合金熔体,形成液滴喷射流直接喷到水冷或其他冷却基体上,经过不断撞击、聚结、凝固形成大块沉积物,再对其进行锻造、挤压或轧制。喷射沉积所制备的沉淀坯料具有冷速高、材料氧化少、力学性能高的工艺特性,与普通铸锭相比,抗拉与屈服强度可分别提高17%与27.8%,铸锭内部晶粒细小、组织均匀,伸长率可增加8.5%以上。采用喷射沉积技术制备的镁基工程合金的力学性能见表12。
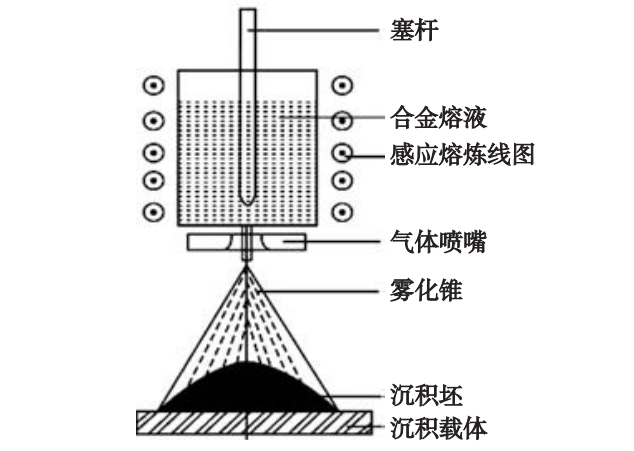
图7 镁合金喷射沉积技术原理图
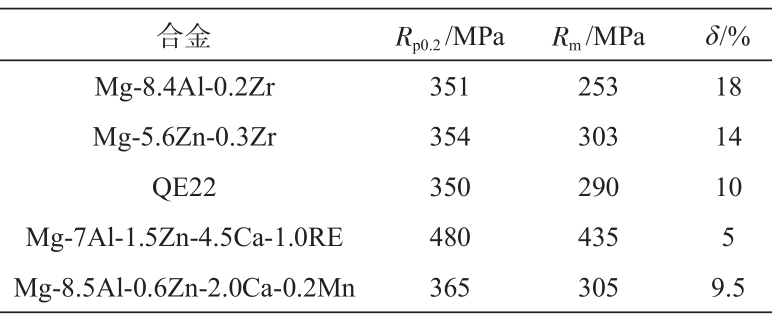
表12 喷射沉积制备镁基工程合金的力学性能
除上述加工工艺外,镁合金较为成熟的加工成形技术还包括大塑性成形技术、等径角挤压技术、高压扭转技术、搅拌摩擦加工技术与累积轧制技术。大塑性成形技术SPD可直接将材料内部组织细化至亚微米乃至纳米级,晶粒细化效果显著,可分为等通道转角挤压与累积叠轧。等径角挤压ECAP具有两个截面相同的通道模具,材料在挤压作用下经过两个通道的转角处(多为90°、120°)产生大剪切塑性变形,经多次重复挤压可获得较高的应变量。高压扭转HPT可细化材料组织并改善材料性能。由于扭转时距中心距离有所差异,材料内部各区域的晶粒细化程度略有差异。搅拌摩擦加工FSP在搅拌头剧烈作用下可产生剧烈的塑性变形,实现材料晶粒细化、微观组织均匀化与致密化。累积轧制对板材进行裁剪、堆垛、轧制、再裁剪,并多次重复循环,以获得所需的累积应变量,具有与ECAE相当的晶粒细化能力,轧制次数越多,材料内部组织越均匀。
在镁合金的加工过程中,不可避免地将产生一些加工碎屑与边角料。为了实现变废为宝,可将石膏浆料渗透到发泡聚氨酯棉内部,再通过加热燃烧去除掉发泡聚氨酯,得到多孔性石膏模具。在石膏模具烘烤焙烧后,对其抽真空利用压力将镁合金熔体渗透到多孔性石膏模具内,采用喷淋与震动破碎清除石膏后即可获得具有连通孔洞的发泡镁合金材料,此工艺制备的发泡镁合金材料可广泛应用于建材、装饰等行业,整个工艺制备过程见图8。
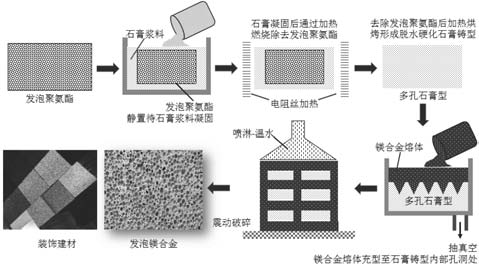
图8 发泡镁合金制备工艺流程


